购买AOI解决方案前必须了解的关键要点

在为您的制造流程制定检验策略时,需要考虑许多因素。同时,市面上有许多声称能够满足您的检验需求的产品——那么您如何决定应该使用哪一种系统?如何判断人工检验、基于模板/对比的 AOI、或基于测量的 AOI 的可行性?应该使用何种分辨率?应该使用哪种相机?需要输出哪些数据?您需要测量数据、属性数据,还是两者都需要?
这些问题数不胜数,而本文的目标是区分哪些变量真正重要,哪些变量会让 AOI 选择过程变得复杂。为此,本文将讨论五个确保 AOI 在您的制造流程中成功部署的关键变量。

图 1 – 结构性 DPMO 率
♦ 1. 问自己:为什么要购买 AOI 系统?为了缺陷覆盖?
您首先应该问的问题是:为什么要购买 AOI?
理想的答案应该是:为了检测缺陷。然而根据以往经验,有些用户在评估系统时甚至忽略了这一点。
在查看缺陷覆盖率时,您是否了解自己的制程,以及 SMT 制造中可能出现的缺陷?例如焊接缺陷(立碑、开路、焊料量等)、存在/缺失、元件尺寸测量、错误元件等。了解这类信息并知道如何使用这些数据,是做出检验决策的关键。
许多行业组织可帮助您确定良率与潜在缺陷。根据内部研究和行业标准,DMPO(每百万机会缺陷数)可作为定义缺陷检测要求的基准(见表 1 和表 2)。
在评估缺陷检测能力时,需要考虑以下因素:

图 2 – 典型制程缺陷 DPMO 率
♦ i. 检测技术:模板匹配 vs. 基于测量的 AOI 平台能力
AOI 系统主要有两种技术:
-
基于模板的比较系统(template matching)
-
基于规则的测量系统(rule-based measurement)
核心区别是:是否进行实际测量。
基于规则的系统会:
-
测量元件的宽度、长度、位置
-
根据该位置测量每支引脚上的实际焊料量
-
根据元件标记进行 OCR/OVR
这些物理测量可帮助系统找到正确的元件,并计算焊料百分比。
而模板式系统仅检查存在/缺失,并将焊点与“良品焊点”比较,这可能造成 大量虚警。
在真实 SMT 制造中,缺陷遵循表 2 的 DPMO 分布:焊接缺陷、立碑、开路等。因此,选择能准确检测焊点的系统非常重要。
另一个常见问题:
是否需要使用倾斜相机?
通常不建议,因为:
-
校准复杂
-
容易受到 PCB 翘曲影响
若了解回流焊机理,单相机 + 远心镜头 + 三色光源也能实现等效覆盖,无需倾斜相机。
图 1 的示例中,第 25 脚开路。使用三色光源时:
-
不良焊点呈红色
-
良品呈绿色
差异非常明显。
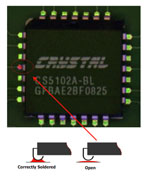
图 3 – 使用四色光照的单相机系统检测 J-lead 缺陷
♦ ii. 检测工具箱:系统有哪些工具/算法可用?
技术不断演进,因此必须了解 AOI 工具箱的灵活性,以及系统的未来能力。
您应思考:
-
系统会一直用于后回流吗?
-
将来是否会移动 AOI 的站位?
-
您当前与未来的制造路线图是什么?
某些 AOI 系统只专注于单一任务:锡膏、预回流、后回流、后波峰焊等。
经验丰富的 AOI 供应商则提供:
-
单机覆盖整条产线
-
集成 2D/3D 技术
-
微电子与半导体检验能力
这将最大化 AOI 投资的回报率(ROI)。

图 4 – 检测技术
♦ iii. 虚警率及其对缺陷覆盖的影响
缺陷覆盖的关键因素之一是:虚警率(false call rate)。
虚警越多:
-
维修员的工作量越大
-
真实缺陷越容易被遗漏
Solectron 在 IPC 的研究表明:
-
当虚警 > 3000 ppm 时
-
新手操作员正确判断率 <5%
-
资深操作员正确率下降超过 50%
-
低虚警是成功导入 AOI 的关键,有助于:
-
提升整体质量
-
降低成本
-
提高真实缺陷检出率

图 5 – 低虚警的优势
♦ iv. 您的缺陷覆盖率是多少?如何获得准确报告?
电测系统(ICT、Flying Probe)会生成完整的覆盖率报告,但大多数 AOI 无法做到。
只有少数高端供应商:
-
提供经过验证(validated)的缺陷覆盖报告
-
覆盖 AOI 检测到的所有缺陷类型
这是制定整体测试策略的关键。
♦ 2. 改善制程与提供制程反馈

图 6 – 基于测量 AOI 的参数化数据优势
AOI 的目标不仅是发现缺陷,还必须帮助您理解:
-
制程是否在漂移?
-
是否存在即将导致缺陷的趋势?
若关注制程改善,需要 变量数据(测量),而不仅是 属性数据(好/坏)。
图 4 中:
-
上图:基于测量 AOI 的位置测量数据,显示偏移趋势
-
下图:普通 AOI 的属性数据,仅在超过阈值后才显示不良
测量系统能在失控前及时发出警告,有助于实施 SPC 制程控制。
♦ 3. 编程时间
“多快才算快?”
需要考虑:
-
初次编程时间
-
持续调试/维护时间
示范演示往往在 1–2 小时内完成程序,但不代表真实生产环境的效率。
对于模板型系统,应问:
-
程序是否检测所有缺陷(特别是焊接)?
-
下一批产品的虚警率会不会上升?
对于基于规则的系统:
-
是否有元件库?能否长期减少编程时间?
-
虚警是否更低?长期维护是否更轻松?
♦ 4. 稳定性、支持能力与 MTBF
必须确认:
-
AOI 公司是否会长期存在?
-
是否有本地支持团队?
-
系统设计是否具有高 MTBF 与高可靠性?
许多大型企业因利润与管理问题退出了 AOI 市场,导致用户设备无人维护。
可靠供应商通常具有:
-
专注 AOI 的单一业务
-
技术领先性
-
全球本地化支持团队
在硬件可靠性方面:
-
线性运动系统比起“走停式”系统更可靠
-
制造工艺与材料也影响 MTBF
应用与硬件支持至关重要,尤其随着人员流动,供应商必须具备持续培训与支持能力。
♦ 5. 分辨率与吞吐量
常见误解:像素越多,性能越好。
真实情况更复杂,包括:
-
相机灵敏度
-
实际分辨率 vs. 视野(FOV)
-
运动平台稳定性
-
同分辨率条件下的吞吐量
示例:
系统 A:
-
1.4MP 高灵敏度
-
12 µm 分辨率
-
7 平方英寸/秒
系统 B:
-
3MP 低灵敏度
-
25 µm 分辨率
-
同等速度,但性能差很多
分辨率必须与元件尺寸匹配(见表 3)。
理解“分辨率 vs. 吞吐量”的关系非常重要。

{kind=link}
♦ 结论
不要犯将 AOI 评估集中在单一指标上的常见错误。
不应只看:
-
像素
-
演示编程时间
必须综合考虑:
-
缺陷覆盖率
-
制程位置的灵活性
-
是否提供测量数据
-
实际吞吐量
-
厂商稳定性
-
系统可靠性
-
编程与维护时间
-
总体拥有成本 (TCO)
缺陷覆盖率永远是采用 AOI 的首要理由。
若您了解自己的制造流程,并聚焦真实缺陷,AOI 将始终为您提供:
-
最大价值
-
最佳 ROI
-
更高总体品质